產品功能介紹
專業版金雷射切割軟體
各家所擁有的刀具庫不同, SheetMetal 可以根據各家的刀具庫做圖轉圓的孔洞分配
可將圖片轉為圓點輸出
SheetMetal 主要針對板金展開所開發的軟體,板金展開的形式還在不斷的增加中
雷射打標機普及後,我們將雷射打標機結合 X-Y 平台達到自動打標的功能,當然這還需要 CarbonCammer排板軟體 轉出打標位置與內容,HMLaserMarking軟體驅動雷射打標機與XY平台
雷射打標機架在 XY平台上,在碳纖維預浸布上的離形紙打上料號,平台移動與打標大約是1秒的時間
客戶拍的圖片算方正,因此我們直接取圖使用
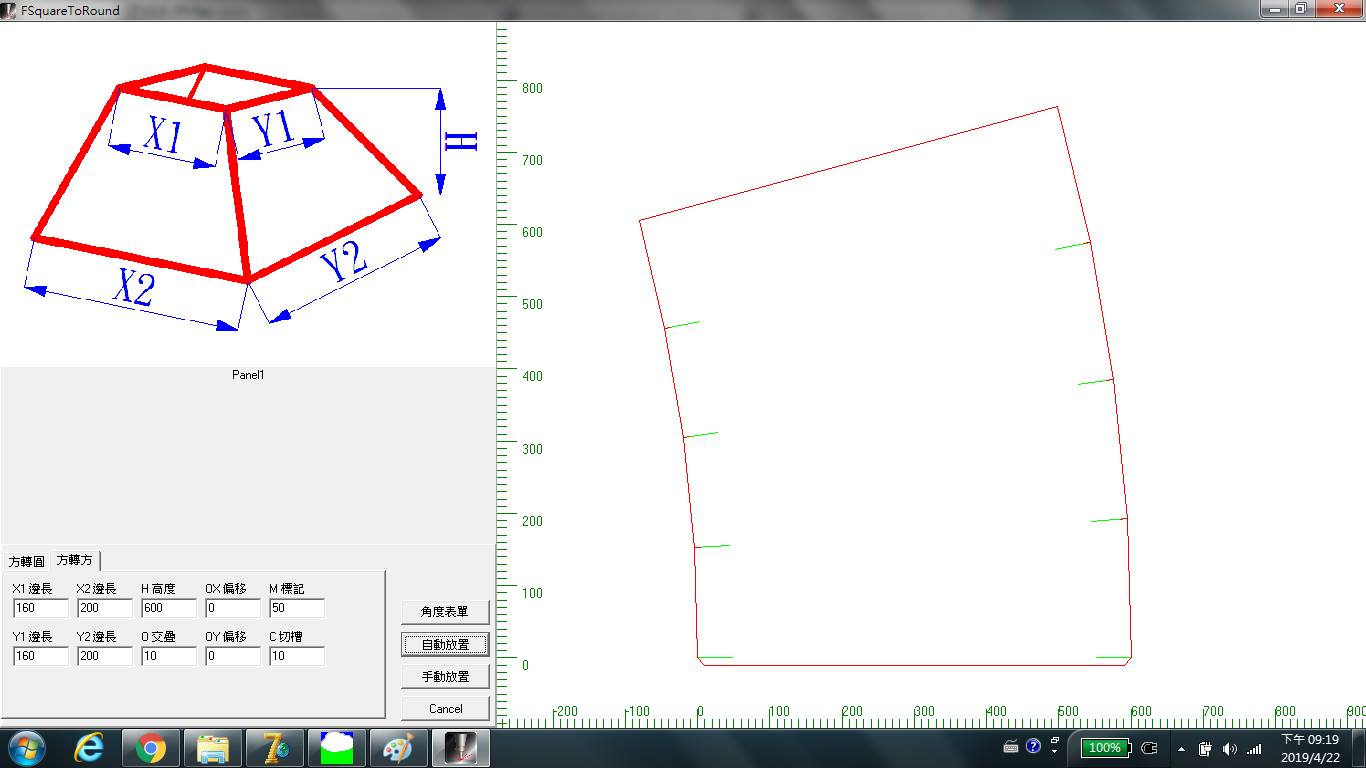
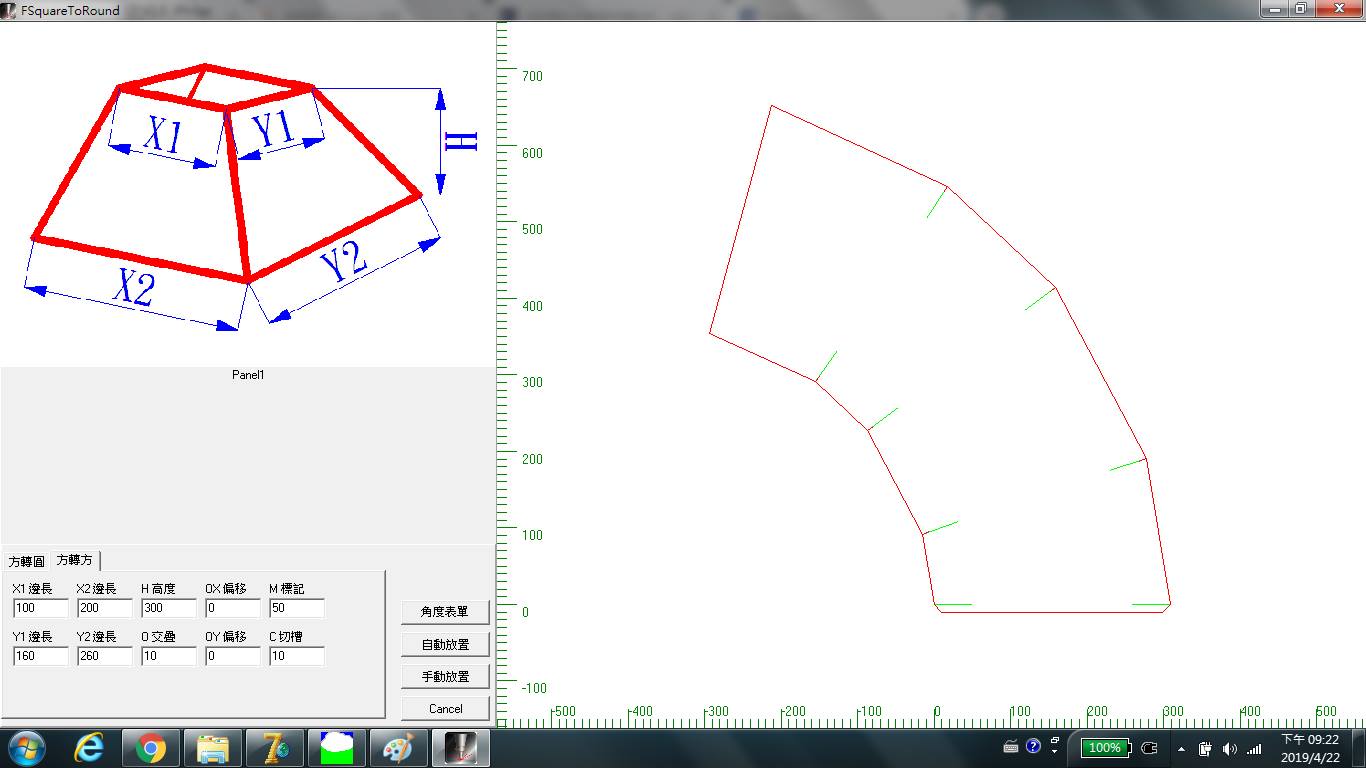
板金展開軟體增加檢視的功能,因此發覺操作上可以檢視參數設定的圖形變化。軟體越改越好,功能會越來越完善
方盤展開的各個參數的說明與檢視
板金展開用3D軟體也可達到這個功能。所花的繪圖時間較多。板金展開軟體可以用輸入數字的方法快速得到專業的板金展開圖。
淺談板金展開,有沒有程式可以做自動板金展開的功能?
這要看板金展開要展開到甚麼程度,如果只要做到幾何形狀的展開,不考慮加工細節的話,有可能利用3D繪圖軟體建構模形,做展開設定,做到自動板金展開的功能。至於加工細節的部分,那就在展開圖面上,以2D軟體做調整即可。
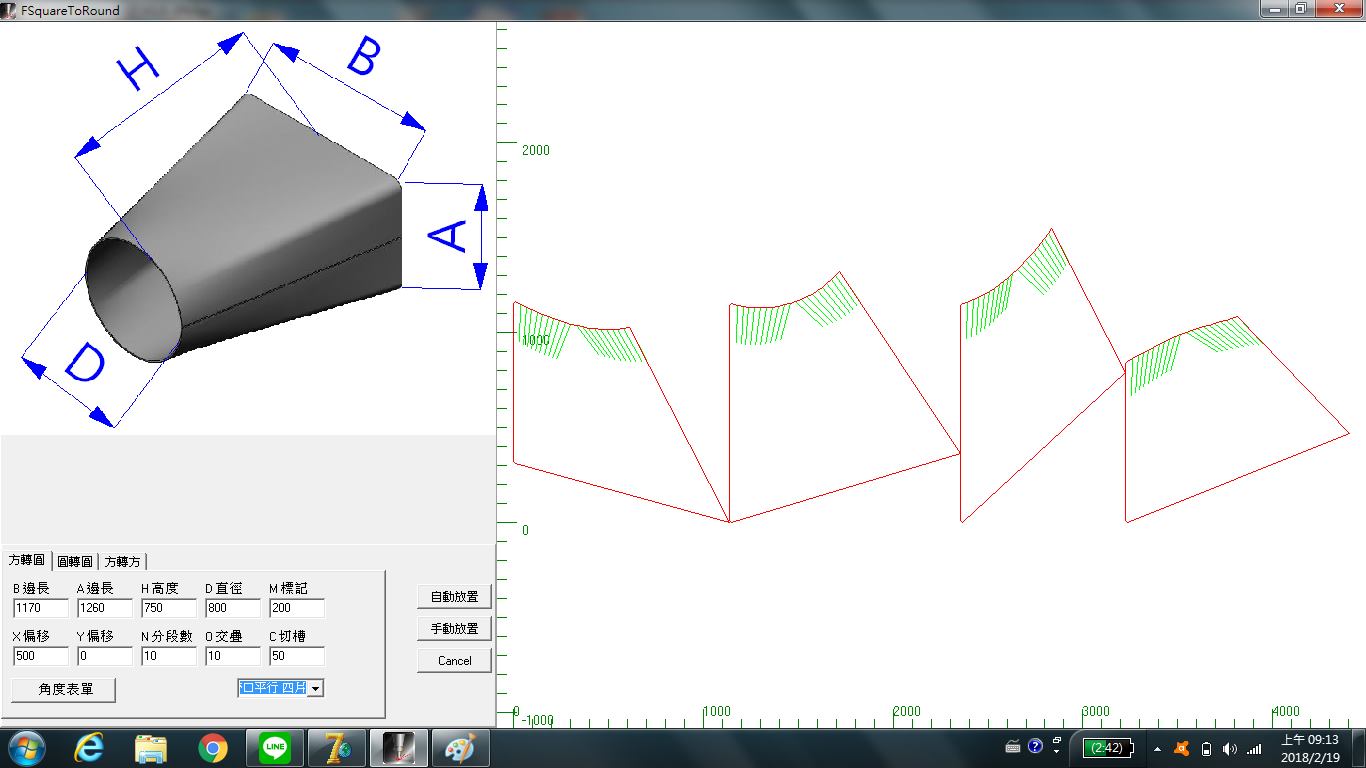
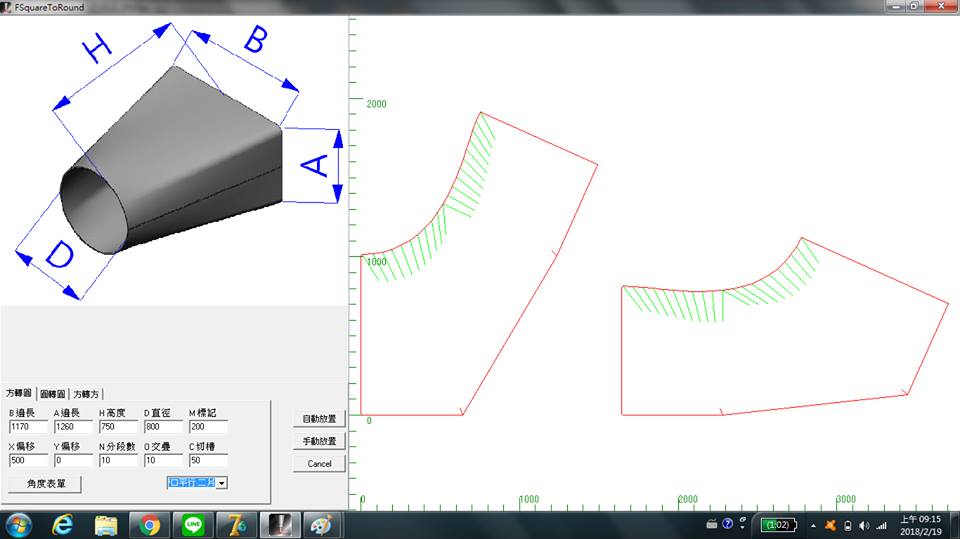
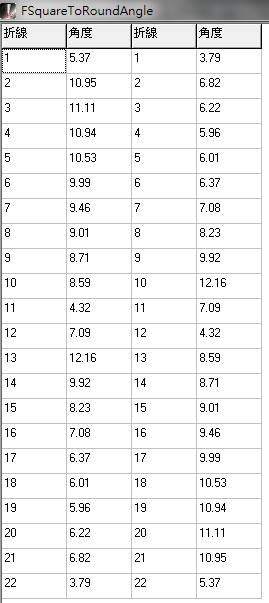
下圖是方轉圓的板金展開,有兩種展開模式,對做風管的業者來說,會採用第一種四片式的展開模式。對機械鈑金的業者來說,會採用第二種二片式的展開模式。
通常在折床的加工程序上,他們還需要折彎線的指引和折彎線對應的折彎角度的輔助。對業者而言,有板金展開專用軟體,當然是使用專用軟體,可以迅速的獲得實用的板金展開圖。
但是專用軟體的缺點就是無法適用到所有的展開圖,因此專用軟體的沒有的展開圖通常會以人工在2D軟體繪圖的方法做展開。對於無法以人工繪圖展開的圖形,且沒有專用軟體的業者來說, 使用3D繪圖軟體做展開,才是最後的選擇。因為建構3D模型其實是很花時間的。
CAD軟體切割鋼板製作成春聯,雷射切割文字對於對齊文字的操作方法
客戶會要求文字要放在外框的中間,因此我們做了置中排列的功能,方便處理
HMMarking 在2018-9-1 更新的功能, 都是為了讓雷射打標速度更快, 品質更好所增加的功能
打標一組文字+移動滑台大約需要1秒的時間,打標三組文字+QRCode+移動大約需要4秒的時間,做打標內容的選項, 可節省打標時間, 並增加打標機的使用期限
當我們使用3D CAD 軟體轉出的 DXF 檔案用來做機械加工,可能會面臨所轉出的檔案不一定是乾淨的檔案,我們的軟體發展了特別的功能可將檔案資料整理好
以光纖雷射做金屬板材的文字切割,通常會因為形成文字輪廓的點數太多而降低切割品,因此利用軟體轉出文字輪廓時,應該要針對形成文字外形的線條做優化處理。
由於文字的外形輪廓多數是曲線造型,因此容易產生許多點,而且密集,這樣會使雷射切割機台的移動速度變慢,我們藉由提昇平滑化次數與減點角度來減少點數以提升切割品質
廠商的需求才是真正的需求。板金廠的廠長提出檔案開啟自動列在舊檔切割後多餘板材的位置,這樣可以省去板材對位的困擾,這個功能的開發不難,但是對於廠商而言,用處很大
HMLaserCutter 開啟檔案有三種設定, 分別是
[開啟檔案加入舊檔]、[詢問是否刪除舊檔]
建築板金前輩無私的將技術傳授給我,讓我開發出專業的帷幕牆板金展開的CAD功能
HMLaserCutter 著手於建築板金帷幕牆的開發,關於切角的部分,做了相當的技術開發, 讓板金生手也可以迅速的繪製版金展開圖
有沒有程式可以做自動板金展開的功能? 這要看板金展開要展開到甚麼程度. 如果只要做到幾何形狀的展開, 不考慮加工細節的話, 有可能利用3D繪圖軟體建構模形, 做展開設定,做到自動板金展開的功能. 至於加工細節的部分, 那就在展開圖面上, 以2D軟體做調整即可.
下圖是方轉圓的板金展開, 有兩種展開模式, 對做風管的業者來說, 會採用第一種四片式的展開模式. 對機械鈑金的業者來說, 會採用第二種二片式的展開模式. 通常在折床的加工程序上, 他們還需要折彎線的指引和折彎線對應的折彎角度的輔助.
對業者而言, 有板金展開專用軟體, 當然是使用專用軟體, 可以迅速的獲得實用的板金展開圖. 但是專用軟體的缺點就是無法適用到所有的展開圖, 因此專用軟體的沒有的展開圖通常會以人工在2D軟體繪圖的方法做展開. 對於無法以人工繪圖展開的圖形, 且沒有專用軟體的業者來說, 使用3D繪圖軟體做展開, 才是最後的選擇. 因為建構3D模型其實是很花時間的
HMLaserCutter 轉出的文字輪廓可以利用縮放的功能調整文字的大小,客戶提出要將文字尺寸做調整的功能,因此做了操作說明給客戶。但是自己在操作的時候發現中文字雖然比英文字大,但是看起來卻是英文字比中文字大。我檢查了實際的尺寸,真的沒有錯,這真有這個錯覺
以光纖雷射做金屬板材的文字切割, 通常會因為形成文字輪廓的點數太多而降低切割品質,因此利用軟體轉出文字輪廓時, 應該要針對形成文字外形的線條做優化處理。
由於文字的外形輪廓多數是曲線造型, 因此容易產生許多點, 而且密集, 這樣會使雷射切割機台的移動速度變慢 我們藉由提昇平滑化次數與減點角度來減少點數以提升切割品質
HMLaserCutter 將窗框圖片轉為加工路徑, 實際上客戶是利用這個功能做報價
雷射板金切割的引割線在雷射切割加工的目的:當雷射穿孔時有熔渣產生,可能會噴溅到產品,因此在產品的外部穿孔,然後進入加工路徑
HMLaserCutter 可自動產生引割線,引割線則根據切割路徑是內孔還是外輪廓而決定方向,引割線可確保切割產品的切割品質
雷射板金切割的方法,是將版金金屬以雷射光熔化後,用氣體把熔化的金屬吹走,達到切割的功能。雷射熔化金屬的功率和速度要做搭配,而在轉彎處的速度會減慢下來,因此需要調降雷射的功率做配合,以免造成燒角的問題,CAD程式則自動識別轉彎孔的大小,對應切割工藝做圖層的自動設定
HMLaserCuttrer 針對大小孔的切割工藝會放在不同的圖層,大小孔則是根據周徑做判斷的